- ΦΦ θΉ Νœ
Martin Ginty, Ο…ΧΊ»Ϊ«ρ÷Τ“©––“ΒΉήΦύΘΚHumidity control for GMP compliant production
±ΦδΘΚ2020-7-7 14:25:00 Ής’ΏΘΚliuyanmin ά¥‘¥ΘΚΨΜΜ·Ω’Βς ≤ιΩ¥ΘΚ1111215 Τά¬έΘΚ0ΡΎ»ί’Σ“ΣΘΚGMP compliance in pharmaceutical manufacturing requires that any process, person, environment or equipment with direct impact on the quality and safety of the product being produced must operate within specified limits. These limits are controlled by the manufacturing team, with countermeasures available in the event of a problem occurring. Any other indirect production or storage processes must also be assessed for possible risk impact.Humidity control for GMP compliant production
Ά®Ιΐ ΣΕ»ΩΊ÷Τ Βœ÷GMPΚœΙφ…ζ≤ζ
Martin Ginty, Ο…ΧΊ»Ϊ«ρ÷Τ“©––“ΒΉήΦύ
Martin Ginty, Pharmaceutical industry director of Munters
÷ΘάωάωΘ§Ο…ΧΊ÷–Ιζ÷Τ“©––“Β”Π”ΟΙΛ≥Χ Π
Lili ZhengȧPharmaceutical industry application engineer of Munters
’Σ“Σ/ AbstractΘΚ
GMP compliance in pharmaceutical manufacturing requires that any process, person, environment or equipment with direct impact on the quality and safety of the product being produced must operate within specified limits. Humidity can be a problem, and can result in non-compliant productionȧresulting in a series of problems. According to the temperature and humidity requirements of each production area, we can use different psychrometrics and humidity control methods to control the temperature and humidity in each production area within a reasonable range, so as to ensure that each production link can meet the requirements of GMP operating environment. With over 60 years of experience in pharmaceutical and other areas of manufacturing, Munters can provide desiccant dehumidification solutions as well as expertise and support to ensure your production remains GMP compliant.
“©ΤΖ…ζ≤ζ÷ ΝΩΙήάμΙφΖΕΘ®GMPΘ©“Σ«σΕ‘”Ύ“©ΤΖΒΡ÷ ΝΩΚΆΑ≤»Ϊ–‘”–÷±Ϋ””ΑœλΒΡΙΛ“’ΓΔ»Υ‘±ΓΔΜΖΨ≥Μρ…η±Η±Ί–κ‘Ύ÷ΗΕ®ΖΕΈßΡΎΫχ––≤ΌΉςΓΘ»γΙϊ ΣΕ»≤Μ¬ζΉψ…ζ≤ζΙΛ“’ΒΡ“Σ«σΘ§ΫχΕχΜα‘λ≥……ζ≤ζ≤ΜΚœΙφΒΡ«ιΩωΘ§≤ζ…ζ“ΜœΒΝ–ΒΡΈ ΧβΓΘΈ“Ο«Ω…“‘ΗυΨίΗςΗω…ζ≤ζ«χΒΡΈ¬ ΣΕ»“Σ«σΘ§≤…”Ο≤ΜΆ§ΒΡλ ΣΚΆ ΣΕ»ΩΊ÷ΤΖΫΖ®Θ§ΫΪΗς…ζ≤ζ«χΒΡΈ¬ ΣΕ»ΩΊ÷Τ‘ΎΚœάμΒΡΖΕΈß÷°ΡΎΘ§¥”Εχ±Θ÷ΛΗςΗω…ζ≤ζΜΖΫΎΡήΙΜ¬ζΉψGMPΒΡ≤ΌΉςΜΖΨ≥“Σ«σΓΘΤΨΫη60ΕύΡξΒΡ÷Τ“©––“ΒΚΆΤδΥϊΝλ”ρ…ζ≤ζΨ≠―ιΘ§Ο…ΧΊΩ…“‘ΧαΙ©Η…‘ο≥ΐ ΣΫβΨωΖΫΑΗ“‘ΦΑœύΙΊΉ®“Β÷Σ ΕΚΆ÷ß≥÷Θ§»Ζ±ΘΡζΒΡ…ζ≤ζΖϊΚœGMPΙφΕ®ΓΘ
ΙΊΦϋΉ÷/Key WordsΘΚ
GMP …ζ≤ζΙΛ“’ Έ¬ ΣΕ»“Σ«σ λ ΣΚΆ ΣΕ»ΩΊ÷Τ Ο…ΧΊ Η…‘ο≥ΐ ΣΫβΨωΖΫΑΗ
GMP production process Temperature and humidity requirements Psychrometrics and humidity control Munters desiccant dehumidification solutions
GMP compliance in pharmaceutical manufacturing requires that any process, person, environment or equipment with direct impact on the quality and safety of the product being produced must operate within specified limits. These limits are controlled by the manufacturing team, with countermeasures available in the event of a problem occurring. Any other indirect production or storage processes must also be assessed for possible risk impact.
Humidity can be a problem, and can result in non-compliant production. Uncontrolled humidity levels can affect production processes and lead to producing out of specification products.
Some common issues that can arise from poor humidity control are:
The relationship between relative humidity (RH%) and air temperature is important, variations in temperature will also affect RH%. For example, temperature drops or cold surfaces can result in condensation.
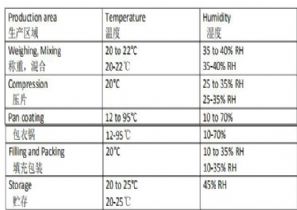
Humidity in manufacturing areas
Look at the following typical conditions found in areas related to solid dosage production:
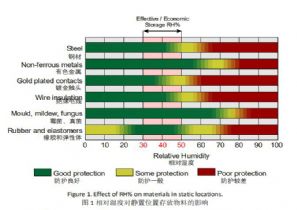
When RH% levels are correctly maintained for the designated process areas then humidity related issues are unlikely to occur, either to the product or the production equipment itself. The required RH% values for any given process are depend on:
{C}o {C}The materials being used (APIs, excipients).
{C}o {C}The manufacturing space, location, climate, etc.
{C}o {C}Standard Operating Procedures.
{C}o {C}GMP specified values which may be influenced by other factors.
Therefore, in all areas of production, humidity levels should always be carefully considered for optimal product quality.
Ask yourself:
{C}o {C}Do the RH% levels within my facility exceed GMP specified values at any time?
{C}o {C}If they do, for how long? What is the recovery time to return to the specified value?
{C}o {C}What is the impact of this and do I need to react to this?
{C}o {C}Is recovery time fixed or variable?
… and maybe you experiencing moisture related production or quality problems:
{C}o {C}The flow of API and excipients is not as expected.
{C}o {C}Variations when weighing of batches of raw materials or finished product that could be caused by fluctuations in water content.
{C}o {C}Signs of clogging, caking or other obstructions in silos, bins, pneumatic transport pipework and process equipment?
{C}o {C}Consideration should be given to moisture-permeable containers for packaging.
{C}o {C}APIs and excipients that are prone to hydrolytic degradation.
Even when all of these factors are taken into account, perhaps you need to go right back to the start and ask, “How was the RH% level for production and storage processes determined in the R&D phase?”
Storage and Warehousing
Deviations from the claimed temperature and humidity conditions must be minimised, controlled and documented. Unfortunately, temperature and humidity excursions are almost inevitable, but automated control of HVAC and humidity control systems will improve response and recovery, and can also provide historical and trend data to track these excursions.
The effects temperature or humidity deviations on every item held in storage need to be considered. This can be a daunting task for warehouses to containing hundreds or maybe even thousands of different inventory items, with more new items coming in future. The impact assessment therefore has the potential to become an enormous task.
It is easier to ensure temperature and humidity are controlled within defined limits, supported by automatically generated logs.
Psychrometrics and humidity control
There are different ways to try to control humidity.
Using outdoor air for ventilation - Ventilation air must have a lower moisture content than the air within the building to be effective and is therefore at the mercy of changing weather and seasonal conditions. So, let’s ignore using untreated outdoor air because of its variability and look at other ways to treat the air either entering or already within the building.
Heating – This lowers the relative humidity but not the absolute humidity, there is still the same mass of water vapour and the dewpoint is unchanged. This might be a reasonable approach if you need to heat the area for comfort, but it can be relatively expensive.
Cooling– Using cooling coils to reduce the air temperature below its dewpoint will lower the RH% after cold air is re-heated, and it will also reduce absolute humidity. However, efficiency falls significantly at air temperatures below 10°C. In addition to this, condensation on the cooling coils can lead to corrosion and the wet conditions are a good breeding ground for bacteria and mould.
Desiccant dehumidification – This reduces both relative and absolute humidity, and also reduces dew-point without being temperature sensitive (operating range is between +40°C to -40°C), while the lower airflows result in energy savings. Multiple energy sources are possible e.g. gas, steam, LPHW, etc. so available utilities and waste heat can be used. The system runs dry which reduces the possibility of microbial growth and maintenance arising from wet conditions, which can also translate to longer equipment life. Furthermore, this form of humidity control can dry down to a -70°C dewpoint which may be required for sensitive APIs.
In closing
With over 60 years of experience in pharmaceutical and other areas of manufacturing, Munters can provide desiccant dehumidification solutions as well as expertise and support to ensure your production remains GMP compliant. We are able to provide scalable systems that can be deployed in R&D, pilot plant and full scale manufacturing areas, ensuring that your investments of time and effort can be leveraged as you move from limited production for testing and trials through to full production.
- ±ΨάύΗϋ–¬
-
7-18…ρΫζΟςΒ»ΘΚΦρΫιASHRAE÷ΗΡœ43-2025(4)“Ϋ‘ΚΆ®Ζγ‘Υ––÷ΗΡœΗΫ¬ΦΫβΕΝ
-
7-5…ρΫζΟςΘΚ≈·Ά®Ω’ΒςœΒΆ≥≤ΌΉςΙφ≥Χ”κΩ’ΦδΦύΩΊΦρΫιASHRAE÷ΗΡœ43-2025Θ®2Θ©
-
7-5…ρΫζΟςΒ»ΘΚΦρΫιASHRAE÷ΗΡœ43-2025(3)ΓΕ“Ϋ‘ΚΆ®ΖγœΒΆ≥‘Υ––÷ΗΡœΒΡ Β ©ΓΖ
-
7-1…ρΫζΟςΒ»ΘΚΦρΫιASHRAE÷ΗΡœ43ΓΕ“ΫΝΤΜΛάμ…η ©Ά®Ζγ‘Υ––÷ΗΡœΓΖ
-
6-24Ά§ΦΟ¥σ―ß…ρΫζΟςΒ»ΘΚASHRAE±ξΉΦ241-2023 ΦρΫιΘ®»ΐΘ© ΓΣΓΣ¥Ϊ»ΨΖγœ’ΙήάμΡΘ ΫΘ®œ¬Θ©
-
6-24ASHRAE±ξΉΦ241-2023 ΦρΫιΘ®ΕΰΘ©ΓΣΓΣ¥Ϊ»ΨΖγœ’ΙήάμΡΘ ΫΘ®…œΘ©
-
6-24ΩΣ¥¥–‘±ξΉΦASHRAE 241Θ§ΫΒΒΆ “ΡΎ¥Ϊ»Ψ–‘Τχ»ήΫΚ¥Ϊ≤ΞΖγœ’
-
6-22…ρΫζΟςΝθ―ύΟτΒ»ΘΚ“Ϋ‘Κ»’Φδ ÷ θ÷––ΡΦΑΤδΫ®…η±ξΉΦΒΡΖΔ’Ι
-
2-25ΙζΦ“±ξΉΦΓΕ“Ϋ‘ΚΫύΨΜ ÷ θ≤ΩΫ®÷ΰΦΦ θΙφΖΕΓΖGB50333Θ®Ψ÷≤Ω–όΕ©Θ©ΥΆ…σΗεΉ®Φ“…σ≤ιΜαΥ≥άϊ’ΌΩΣ
-
12-82025Ρξ Β ©“Ϋ‘Κ–¬±ξΉΦ |ΓΕΉέΚœ“Ϋ‘ΚΫ®÷ΰ…ηΦΤ±ξΉΦΓΖGB51039-2014
-
- ±ΨάύΆΤΦω
-
3-2Ά§ΦΟ¥σ―ßΝθ―ύΟτΫΧ ΎΒ»ΘΚΕύΝΣ ÷ θ “ΒΡ―–ΖΔ”κ Β ©
-
2-28Νθ―ύΟτΒ»ΘΚ ÷ θ “¥χΩμΩΎΒΆΥΌΩ’ΤχΡΜΒΡ“λΈ¬“λΥΌΥΆΖγœΒΆ≥
-
5-6Ά§ΦΟ¥σ―ß…ρΫζΟςΫΧ ΎΒ»ΘΚΩΣΩ’ΒςΖά“Ώ≥ΘΧ§Μ·
-
4-3–μ÷”ςκ―–ΨΩ‘±ΩΙ“ΏΉ®÷χ ΟβΖ―Ι©ΚΘΡΎΆβ‘ΎœΏ‘ΡΕΝ
-
1-7Νθ―ύΟτΘΚ»ΪΫβών ΫΨΜΜ·Ω’ΒςœΒΆ≥ΦΑΤδ”Π”Ο
-
11-19Ϋ≠ΖφΒ»ΘΚΗΏ–ßΙΐ¬ΥΤςœ÷≥ΓΦλ≤βΖΫΖ®Φρ ωΦΑΉ®Χβ―–ΨΩ
-
11-5Ε≠–ψΖΦΘΚ…ζΈο“ΏΟγ––“ΒΖΔ’ΙΦΑHVAC…ηΦΤΕ‘≤Ώ
-
10-28≥¬λ«ΆΓΘΚ“©≥ß Β―ι “ΒΡΆ®ΖγΩΊ÷Τ”κΑ≤»ΪΫΎΡήΕ‘≤Ώ
-
9-15–μ÷”ςκΘΚ2013»ΪΙζΨΜΜ·ΡξΜα÷ς÷Φ±®Ηφ--Έ“ΙζΩ’ΤχΨΜΜ·ΦΦ θΒΡ–¬ΖΔ’ΙΓΔ–¬ΦΦ θΓΔ–¬άμΡν
-
1-29ΙΊ”Ύ“Ϋ‘ΚΫύΨΜ ÷ θ≤ΩΙΛ≥ΧΫ®…η÷–Ε‘ΦΉΖΫ/…ηΦΤΖΫΒΡΦΗΒψΫ®“ι
-
- ±Ψάύ≈≈––
-
10-15–μ÷”ςκΒ»ΘΚΙΊ”ΎΩ’ΤχΨΜΜ·ΤςΦΗΗωΈ ΧβΒΡΧΫΧ÷Θ®÷°“ΜΘ©
-
1-2÷– ·Μ·…œΚΘΙΛ≥Χ”–œόΙΪΥΨ-≥θ¥ΚΝα-“Ϋ“©≥ßΖΩΨΜΜ·Ω’ΒςœΒΆ≥Βς ‘Ιΐ≥ΧΈ ΧβΧΫΧ÷
-
1-1÷–ΙζΫ®÷ΰΩΤ―ß―–ΨΩ‘Κ”–œόΙΪΥΨ-ΝΚάΎΒ»ΘΚΗΏΦΕ±π…ζΈοΑ≤»Ϊ Β―ι “Ε·ΈοΗτάκ…η±Η≈≈ΖγΖΫΑΗΙΊΦϋΒψΧΫΧ÷
-
12-31÷–ΡœΫ®÷ΰ…ηΦΤ‘ΚΙ…Ζί”–œόΙΪΥΨ-≥¬ί’Β»ΘΚΜυ”Ύ–≠Ά§Ζ¬’φΒΡ Β―ι “Ά®ΖγœΒΆ≥ ΐ÷ΒΡΘΡβ―–ΨΩ
-
12-28…ΫΕΪ―© ΞΜΖΨ≥ΙΛ≥Χ”–œόΙΪΥΨ-≤ή―©Β»ΘΚ
-
1-1÷–ΙζΫ®÷ΰΩΤ―ß―–ΨΩ‘Κ”–œόΙΪΥΨ-ΝΚάΎΒ»ΘΚΟάΙζΫΎ÷ΪΕ·Έο…ζΈοΑ≤»Ϊ Β―ι “Ϋ®…η±ξΉΦΒΡΖ÷ΦΕ”κΖ÷άύ
-
11-26ΈςΑ≤ΥΡΧΎΜΖΨ≥ΩΤΦΦ”–œόΙΪΥΨΆτ―”η¥ΘΚάδΡΐ»»ΜΊ ’ΦΦ θ‘ΎΨΜΜ·Ω’ΒςœΒΆ≥÷–ΒΡ”Π”Ο
-
12-28…νέΎ –Ϋ®÷ΰ…ηΦΤ―–ΨΩΉή‘Κ”–œόΙΪΥΨ-««’ήΒ»ΘΚ
-
4-29œν÷ΨδfΘΚΗΏΦή“©≤ΡΩβΒΡΩ’ΒςœΒΆ≥…ηΦΤ
-
12-29έΎ –ΝΣΚœ¥¥“’Ϋ®÷ΰ…ηΦΤ”–œό…νΙΪΥΨ-¬φ―όΘΚΫύΨΜ ÷ θ “ ΣΕ»”≈œ»ΩΊ÷Τ…ηΦΤΖΫΖ®ΧΫΧ÷
-
- ÷–Ιζ≈·Ά®Ω’Βς | ΧλΫρ¥σ―ß | ΚΰΡœ¥σ―ß | ΙΰΕϊ±θΙΛ“Β¥σ―ß | «εΜΣ¥σ―ß |